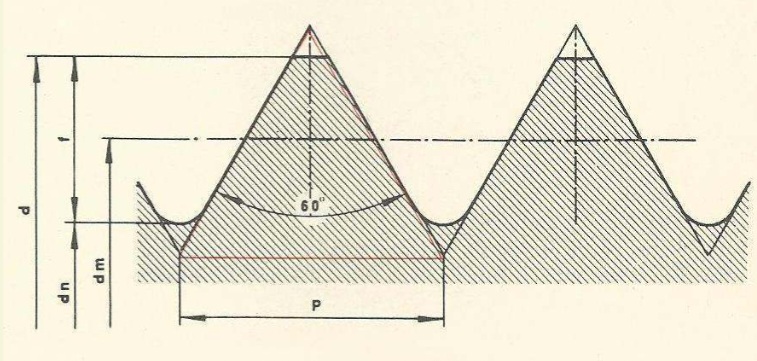
Il profilo di una vite con filettatura
metrica ISO è caratterizzato da un
triangolo equilatero con un angolo al vertice di
60 gradi.
Le creste dei filetti sono arrotondate per evitare danni alle superfici adiacenti durante l'utilizzo,
mentre il fondo della filettatura è arrotondato per una maggiore resistenza alla flessione. Tali viti vengono identificate mediante una "M"
seguita dal diametro nominale in millimetri e dal passo della filettatura, ad esempio M10x1,5. In caso di passo standard, si intende sempre il passo più grosso.
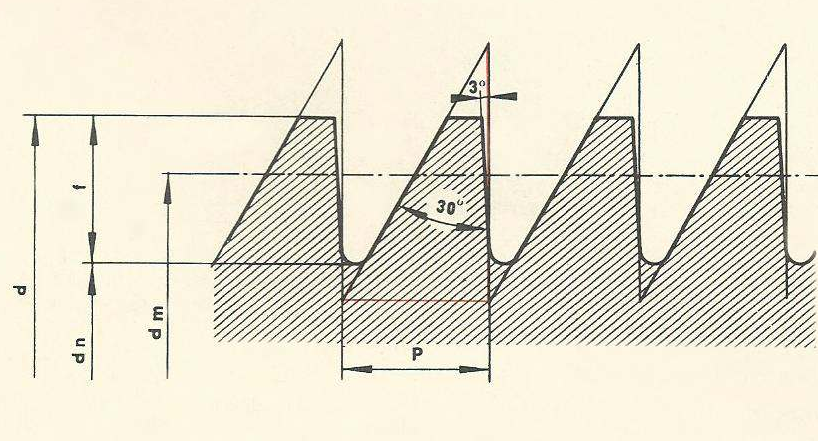
Il
passo della filettatura è la distanza in millimetri tra due filetti consecutivi della stessa elica, essa è classificata come passo
fine o grosso.
È possibile utilizzare una
tabella
per la maschiatura metrica per determinare i parametri corretti per una determinata vite.
La tabella per la maschiatura metrica è uno strumento utilizzato per determinare i parametri corretti per una vite con filettatura metrica ISO,
come il diametro nominale, il passo della filettatura, la lunghezza e altre specifiche.