La
tornitura è un processo di
lavorazione meccanica ad
asportazione di truciolo che consente di
modellare pezzi di forma cilindrica o
sferica attorno ad un
asse di rotazione fisso, utilizzando macchinari specifici chiamati
torni. Esistono diverse tipologie di
torni,
che vanno dai modelli di torni manuali tradizionali a quelli semi-automatici e a controllo numerico.
Il tornio parallelo
è il più comune e utilizzato per la lavorazione di pezzi di piccole e medie dimensioni.
Per pezzi di dimensioni maggiori o di lunghezza particolarmente elevata,
sono disponibili
torni paralleli e verticali appositamente costruiti per questo tipo di applicazioni.
A differenza delle
fresatrici, nei torni è il pezzo a ruotare mentre l'utensile è bloccato nella torretta portautensili.
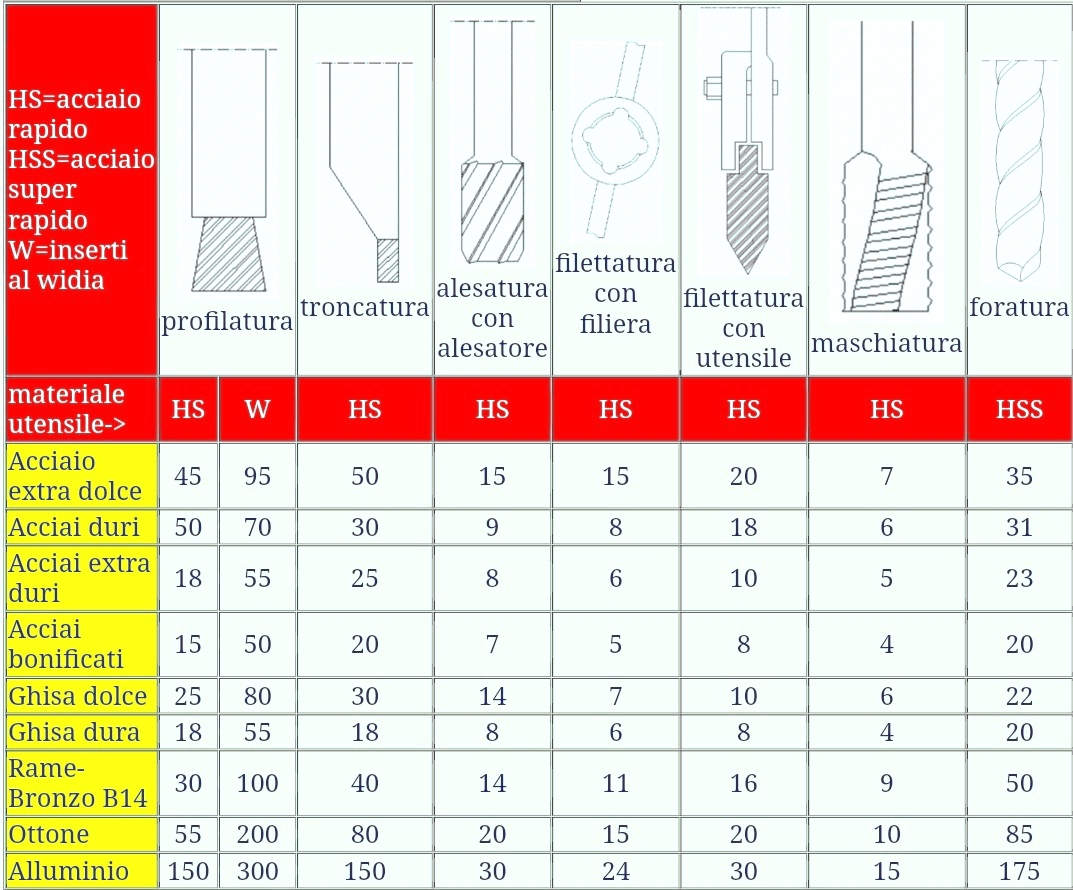
Esistono diverse tipologie di
utensili utilizzati in tornitura, tra cui HS (acciaio rapido), HSS (acciaio super rapido) e placchette in widia.
La
scelta dell'utensile dipende dalla finitura richiesta, dal materiale lavorato e dall'operazione svolta.
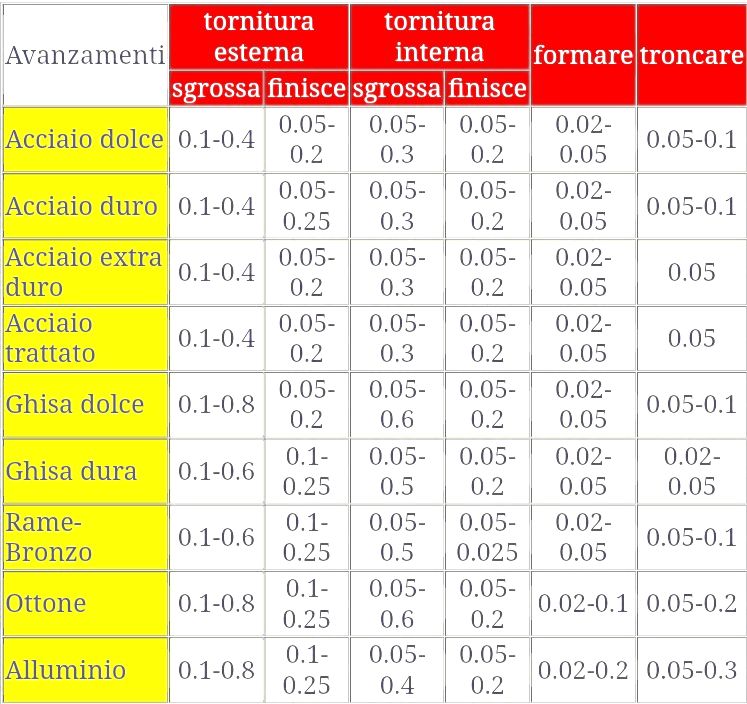
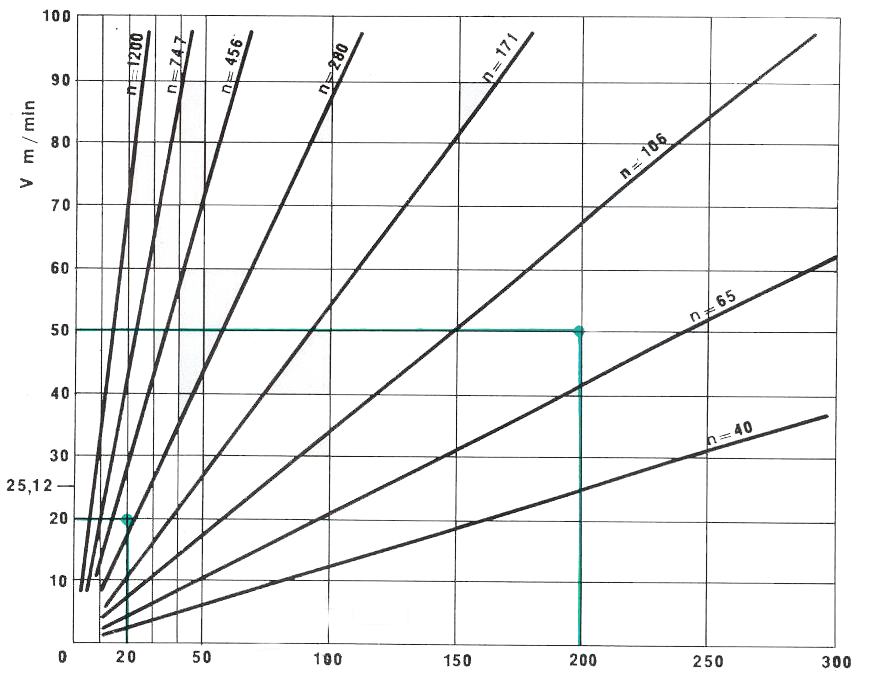
Per ottenere
l'avanzamento e il numero di giri, del pezzo è possibile effettuare
calcoli
specifici o seguire tabelle di riferimento.
Di seguito viene fornita una tabella di
velocità di taglio medie in base all'utensile scelto,
all'operazione (sgrossatura o finitura) e al materiale lavorato.